



第一:生产中冷渣机




生产中冷渣机
第二:产品介绍
1、 用途
XYSL型多管水冷式输送机(以下简称冷渣器)是本公司经过多次试验的基 础上研究发明的。该冷渣器能将高温物料进行快速的冷却,同时回收高效热量。广泛用 于循环流化床锅炉、鼓泡床锅炉、沸腾锅炉的灰渣冷却、输送。
2、 特点
(1 )能将1000C以上的高温物料快速降到80t;以下。
(2) 水与高温物料间接交换冷却。
(3) 高温物料热量全部回收。
(4}传动平稳,功率小,无振动,结构紧凑,体积小,磨损小,使用寿命长。
(1) 变频技术控制,无级调速,有利于实现锅炉连续排渣,确保床压稳定。
(2) 进、出料口与筒体转动部位均采用机械密封装置,无飞尘。
(3) 进、出水采用进口技术生产的旋转接头,无漏水现象。
(4) 整机水平布置,安装方便。
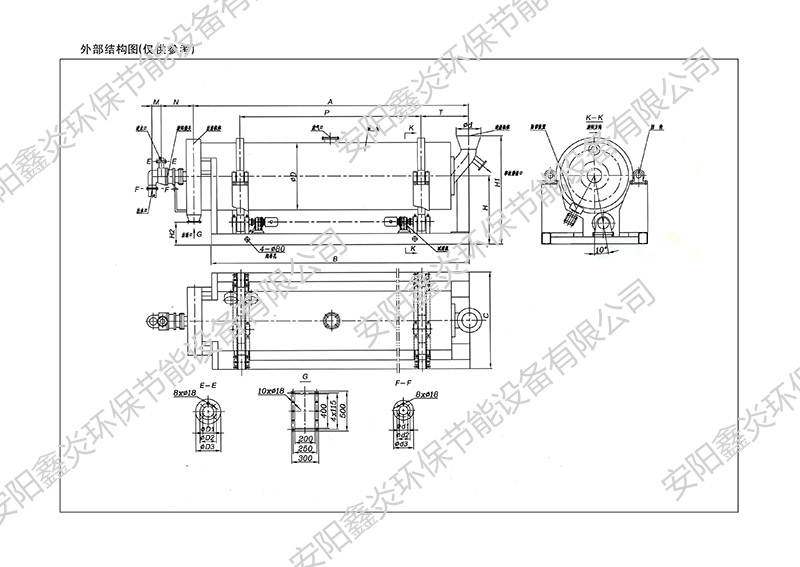
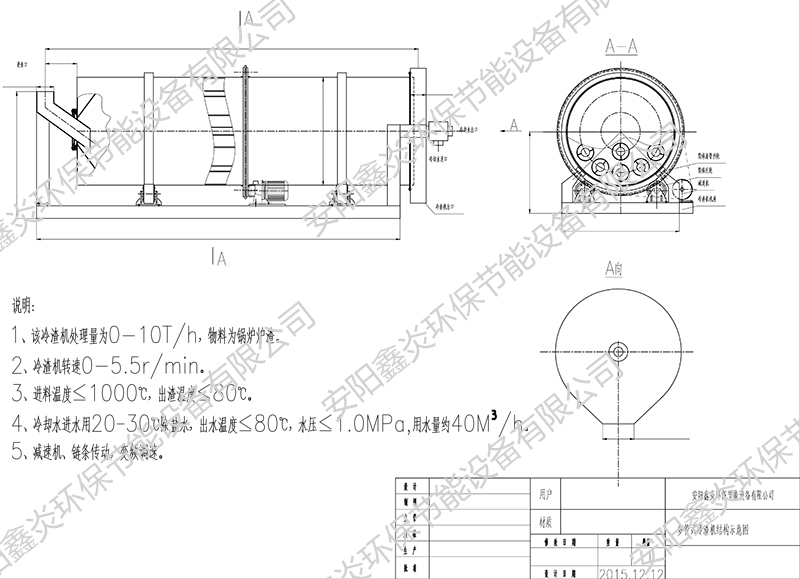
3、 主要结构及工作原理
◎结构
XYSL型冷渣器由进料装置、出料装置、旋转筒体、旋转接头、防窜装置、驱动装 置和底座等部分组成。
◎工作原理
打开进、出水阀,使冷却水充满旋转筒体且畅通。接通电源启动变频器及电机通过 减速机驱动摩擦轮,使筒体转动。高温物料通过进料装置快速进入旋转筒体多孔通道,
随着筒体的转动,物料沿着通道叶片,连续滚动向前输送。头部采用耐热耐磨钢制造的 机械密封装置,保证冷渣器无溢渣、漏灰。物料在通道内连续输送,且料层均匀、松散, 热交换效率高。冷却后出水水温小于80C,可直接进入除氧器,减少生水加热 器投入,输送量随锅炉料层高度、床压进行调节,使用方便,调节范围大,保证了锅炉 的正常运行。
4、技术参数
(1)冷却水介质:除盐水、软化水或工业水硬度在≤0. 03
(2)冷却水量t/h: 1吨1000℃左右渣需4-6吨冷却水
(3)物料进口温度:1000℃
(4)物料出口温度:<80℃
(5)冷却水进口温度:20℃-30℃
(6)冷却水出口温度:<80℃
(7)设计输送量:0~20T/h
(8)物料粒度:≤30mm
(9) 冷却水压力:0.45~0.55MPa
(10)压力损失:0. 08MPa
(11 )电机功率:1.1KW-5.5KW
(12)筒体转速:0.9~9r/min
(13)进渣口径:219mm
第三:突出优点
1、动环、静环采用耐磨高温的12Cr1Mov合金材质铸造,保证高温下运行稳定。
2、动、静环外装有我公司研制的逆向返料系统,使外漏细尘重新返入筒体内,不会落在地面,确保车间环境清洁。
3、筒体内部装有我公司研发的均匀布渣系统,使每支内胆管都能均匀布渣,降低出渣温度,增大出渣量。
4、筒体前端采用我公司研发的法兰连接系统,便于拆装维修,方便换内胆管及螺旋叶片。
5、水平多管式冷渣机换热面积大约是套筒式冷渣机的3.5倍,多管式冷渣机换热面积为62m2,套筒式的换热面积为18m2,保证炉渣低温外排。
6、传动方式采用链轮、链条传动,缓冲冷渣机受外边的影响,确保驱动力稳定。
7、出力大而稳定,每支内胆管都在均匀排渣,按排渣量8t计算,每支内胆管每分钟的出渣量为7.5kg。
8、自动控制系统设有流量开关、断水保护、欠水压保护等,筒体上特装紧急泄压阀,确保万无一失。
安阳鑫炎环保节能设备有限公司
技术部
逆向返料系统 彻底根除漏灰漏渣
冷渣机漏灰漏渣是目前全国生产冷渣机厂家都难以解决的问题,也是电厂、化工企业灰渣回收系统头疼的难题,致使锅炉车间炉尘飞扬,影响环境卫生极易造成电器短路事故,增大作业工人的劳动温度,浪费人力财力,为此我公司经过数百次的研究试验,终于研制成功了冷渣机逆向返料系统彻底解决了冷渣机漏灰漏渣现象的发生。
冷渣机逆向返料系统工作原理是在旋转的筒体外(进渣端)安装上经过校正的腔体即回渣装置,装置的内部装有数十个回渣器以一定角度排列。装置顶部安装接料器,偏离中轴线17度,这样一来动静环处漏出的灰渣将被圆形回渣装置的回渣器接收,再返向接收器,然后灰渣返回冷渣机的筒体内进行冷却。这样就彻底解决了冷渣机漏灰漏渣问题,该项技术发明属我国冷渣机发展的里程碑,我们坦言只要使用我公司生产的冷渣机,或经过我公司技术改造的冷渣机,不会出现进渣端漏渣漏灰现象发生,如有发生我公司将承担法律责任。
冷渣机冷却仓与主体法兰连接系统
水平多管式冷渣机的制造,普遍都是筒体整体封闭连接结构,即冷渣机前端冷却仓段与后端换热管段的无接口焊接,这样在维修内部结构时就必须将冷渣机整个筒体割开,对维修带来不便,同时还会破坏整体结构,造成循环水的漏或堵,因此我公司根据现场使用情况,技术人员对冷渣机的内部结构进行改进,经多次试验,成功研制出了冷渣机冷却仓与换热端采用法兰连接的二体筒体结构,外置水循环系统,这样就解决了冷渣机内部结构的方便维修,不致于使冷渣机内部出现故障而报废的现象,充分延长了冷渣机的使用寿命,使我国冷渣机的发展又上了一个新台阶。
冷渣机均匀布渣系统
多年来,国内冷渣机制造商所生产的水平多管式冷渣机,普遍存在内胆管(冷却管)不能均匀布渣,造成冷渣机出力不够,排出的渣温过高,致使输渣皮带被烧坏的现象时有发生,经常影响锅炉排渣系统的正常运转,并加大了维修费用。
一般情况下,水平多管式冷渣机分内外两层换热管(内胆管),锅炉红渣进入冷渣机冷却仓后,正常运转渣量大时灰渣先进入外层换热管冷却,等外层管入满后,余渣才能再进入内层管进行冷却,渣量少时内层管基本空载运转。
鉴于以上普遍存在的状况,我公司的科研技术人员,经数十次入料试验,根据炉渣的比重和流量,对冷渣机内层管进行技术创新,优化布局,设计内胆管长度各异,螺旋开口角度不一,这样冷渣机无论渣量大小,流速快慢,各管都能均匀布渣,100%有效利用换热管,进行热量交换,彻底解决了多年来困扰水平多管式冷渣机出力不够、排渣温度过高的弊端,大大改善了冷渣机的使用效率,同时延长了内胆管的使用寿命。
安阳鑫炎环保节能设备有限公司
技术研发部
第四:产品使用说明